








A máquina de secagem criogênica de lodo — também conhecido como secador de lodo de baixa temperatura ou secador de lodo de condensação — é um sistema de secagem industrial que remove a umidade do lodo úmido em temperaturas operacionais normalmente entre 45°C e 75°C , utilizando um ciclo de refrigeração com bomba de calor em vez de calor de combustão direta. O resultado: o teor de umidade do lodo é reduzido de 80% para 10–30% sem gerar gases de exaustão carregados de odores ou exigir fornos de alta temperatura.
Para estações de tratamento de águas residuais, autoridades municipais e instalações industriais que geram diariamente grandes volumes de lamas húmidas, esta tecnologia representa um caminho prático e energeticamente eficiente para redução de volume de 60–80% , eliminação simplificada a jusante e conformidade com regulamentos cada vez mais rigorosos sobre aterros de lamas. Este artigo aborda como funciona o processo, quais parâmetros de desempenho esperar, como ele se compara a métodos alternativos de secagem e o que procurar ao selecionar um sistema.
Como funciona uma máquina de secagem de câmara criogênica de lodo
Apesar da palavra "criogénico" - que na engenharia mais ampla se refere a temperaturas muito baixas - na indústria de tratamento de lamas, máquina de secagem de câmara criogênica de lodo refere-se especificamente a um sistema de secagem por condensação de baixa temperatura e circuito fechado. O termo o distingue dos secadores de tambor de alta temperatura ou dos secadores de correia que operam acima de 150 °C. O princípio de funcionamento baseia-se diretamente na tecnologia da bomba de calor.
O Ciclo da Bomba de Calor Central
O lodo úmido é carregado em uma câmara de secagem isolada. Uma bomba de calor à base de refrigerante circula continuamente: a serpentina do evaporador dentro da câmara absorve o ar quente carregado de umidade, resfriando-o abaixo do ponto de orvalho para que a água se condense e escoe como líquido. O ar frio e agora seco passa pela serpentina do condensador, onde é reaquecido pelo calor rejeitado do estágio de compressão do refrigerante e recirculado sobre o leito de lodo. Isto recirculação em circuito fechado significa que praticamente nenhum ar úmido escapa para a atmosfera, eliminando os problemas de odor e emissões associados à secagem em circuito aberto.
Recuperação de Energia e COP
O coeficiente de desempenho (COP) da bomba de calor para secagem de lamas normalmente varia entre 2,5 a 4,0 , o que significa que para cada 1 kWh de energia elétrica consumida pelo compressor, 2,5–4,0 kWh de energia térmica são fornecidos ao processo de secagem. Isto é fundamentalmente mais eficiente em termos energéticos do que o aquecimento por resistência elétrica (COP = 1,0) ou queimadores a gás natural. Em termos práticos, um projeto bem concebido secador de lodo com bomba de calor consome aproximadamente 0,25–0,45 kWh de eletricidade por quilograma de água evaporada, em comparação com 0,8–1,2 kWh/kg para sistemas convencionais de alta temperatura.
Fluxo de Processo Simplificado — Secador de Lodo de Baixa Temperatura (Ciclo de Bomba de Calor)
A arquitetura de circuito fechado é fundamental para a vantagem operacional do máquina de secagem de câmara criogênica de lodo . Como o ar úmido nunca sai do sistema para a atmosfera, os compostos voláteis odoríferos são retidos dentro da câmara e podem ser tratados por um módulo de desodorização integrado (normalmente fotólise UV ou adsorção de carvão ativado) antes que qualquer exaustão seja liberada. O condensado coletado da serpentina do evaporador é água relativamente limpa que muitas vezes pode retornar à entrada de tratamento de águas residuais, reduzindo o consumo de água doce. A energia que de outra forma seria perdida nos gases de escape é, em vez disso, recuperada e reutilizada dentro do ciclo, o que é a principal razão pela qual esta tecnologia atinge uma eficiência energética superior em comparação com alternativas de sistema aberto.
Principais métricas de desempenho: quais resultados esperar
Compreender o envelope de desempenho quantitativo de um secador de lodo de baixa temperatura é essencial para avaliar se ele atende aos seus requisitos operacionais. O desempenho varia com o tipo de lodo (lodo de esgoto municipal, lodo industrial, sedimento de rio/lago, lodo de fábrica de papel), teor de umidade inicial e teor de umidade final alvo. As figuras abaixo representam faixas típicas para sistemas bem projetados.
| Parâmetro | Faixa Típica | Condições ideais |
|---|---|---|
| Conteúdo de umidade de entrada | 75–85% | Após desidratação mecânica (filtro prensa/centrífuga) |
| Teor de umidade de saída | 10–30% | Meta ditada pela rota de descarte (aterro, incineração, uso do solo) |
| Secagem temperature | 45–75°C | 55–65 °C para lamas municipais |
| Consumo de energia | 0,25–0,45 kWh/kg de água evaporada | Temperatura ambiente 15–35 °C, MC inicial alto |
| Redução de volume | 60–80% | De 80% a 20% de teor de umidade |
| Tempo de ciclo de processamento | 8–24 horas (lote) | Carregamento de camada fina, velocidade do ar otimizada |
| Faixa de capacidade | 0,5–50 t/dia de lodo úmido | Unidades modulares podem ser combinadas para maior produtividade |
Comparação de consumo de energia — Tecnologias de secagem de lodo (kWh por kg de água evaporada)
O secador de lodo com bomba de calor consome aproximadamente 60–75% menos energia por quilograma de água evaporada em comparação com abordagens de resistência elétrica ou secagem por pulverização. Esta lacuna é ainda mais significativa quando os custos da electricidade são elevados ou quando a tributação do carbono é aplicada à utilização de energia. Os secadores de correia, embora mais eficientes que os sistemas de tambor ou de pulverização, ainda consomem mais do dobro da energia de um sistema de bomba de calor bem configurado porque dependem de ar forçado aquecido que é expelido para a atmosfera em vez de ser recirculado. Para instalações que processam 5 toneladas ou mais de lamas húmidas por dia, esta diferença energética traduz-se em reduções substanciais dos custos operacionais anuais.
Comparação da secagem a baixa temperatura com métodos convencionais de secagem de lodo
Selecionando o certo máquina de secagem de lodo requer uma comparação honesta entre múltiplas dimensões de desempenho – e não apenas os principais números de energia. A tabela abaixo fornece uma comparação estruturada que abrange os atributos mais relevantes para a tomada de decisões operacionais.
| Atributo | Bomba de baixa temperatura/calor | Secador de tambor de alta temperatura | Secador de correia |
|---|---|---|---|
| Temperatura operacional | 45–75°C | 150–600 °C | 80–160 °C |
| Risco de incêndio/explosão | Muito baixo | Alto (ignição de poeira) | Moderado |
| Controle de odor | Excelente (circuito fechado) | Ruim (exaustão aberta) | Moderado |
| Preservação de nutrientes | Alto (calor baixo) | Baixo (degradado) | Moderado |
| Pegada de instalação | Compacto, modular | Grande, fixo | Grande, contínuo |
| Complexidade de manutenção | Baixo-Médio | Alto | Médio-Alto |
| Tratamento de gases de combustão necessário | Não | Sim (purificador, filtro) | Parcial |
Radar de desempenho multiatributos — Comparação de tecnologia de secagem de lodo
O radar chart clearly illustrates the differentiated performance profile of the heat pump low temperature system. It leads decisively on energy efficiency, safety, odor control, and nutrient preservation — the four attributes most directly linked to regulatory compliance and operating cost management. High-temperature drum dryers, while capable of handling high throughput volumes, score poorly on nearly every environmental and safety dimension, requiring substantial supplementary investments in exhaust gas treatment, dust explosion prevention systems, and odor scrubbing. For municipal wastewater treatment plants and smaller industrial facilities where these supplementary investments are difficult to justify, the secador de lodo de condensação oferece um perfil global significativamente mais favorável.
Jornada de redução de umidade: do lodo úmido ao bolo seco descartável
Eficaz sistema de desidratação de lodo o design não é um processo de etapa única. É uma cadeia de operações unitárias, cada uma removendo a umidade progressivamente mais caro por unidade de água removida. Compreender onde a secagem por bomba de calor se enquadra nesta cadeia — e por que tentar secar a partir de 97% de umidade apenas com secagem térmica é economicamente imprudente — é fundamental para o projeto do sistema.
Curva de redução de umidade do lodo — Ciclo de secagem em baixa temperatura (indicativo)
O drying curve reveals an important physical reality: the rate of moisture removal is highest in the first few hours (when the sludge surface is saturated and evaporation is surface-limited) and decreases progressively as moisture must diffuse from the interior of the sludge cake to the surface. This is the classic "falling rate period" common to all thermal drying processes. For the secador de lodo de baixa temperatura , isso significa que atingir 20% de teor de umidade a partir de 80% de entrada leva cerca de 12 a 15 horas na operação em lote, mas atingir 10% requer significativamente mais tempo — e é por isso que a seleção do teor de umidade alvo afeta diretamente o tempo de ciclo e o custo de energia. Os operadores devem conceber o seu teor alvo de humidade na saída com base nos requisitos de eliminação a jusante e não simplesmente procurar o valor mais baixo possível.
O requisito de pré-desaguamento
O lodo bruto digerido ou espessado de uma estação de tratamento de águas residuais normalmente sai com um teor de umidade de 94 a 97%. A secagem térmica a partir deste nível de humidade é tecnicamente viável, mas economicamente impraticável – a necessidade de energia para evaporar esse volume de água livre seria enorme. Pré-desidratação com filtro-prensa, prensa de correia ou centrífuga decantadora para reduzir a umidade para 75–82% antes de entrar no máquina de secagem de lodo é uma prática padrão e reduz a carga de secagem térmica em um fator de 4 a 6 em comparação com a secagem de lodo bruto. O completo sistema de desidratação de lodo é, portanto, tipicamente um processo de duas etapas: desidratação mecânica seguida de secagem térmica.
Indústrias e aplicações: onde as máquinas de secagem de lodo são implantadas
A versatilidade do secador de lodo com economia de energia plataforma significa que ela encontra aplicação em uma ampla gama de indústrias que geram fluxos problemáticos de lodo úmido. Os requisitos diferem significativamente por setor, razão pela qual a configuração do equipamento – tamanho da câmara, mecanismo de carregamento, sistema de desodorização – deve ser adaptada às características específicas do lodo.
Volume relativo de geração de lodo por setor industrial (normalizado para municipal = 100)
As estações de tratamento de águas residuais municipais geram, de longe, o maior volume de lodo do mundo, tornando-as o principal mercado para o sistema municipal de secagem de lamas . No entanto, as fábricas de papel e pasta de papel, as instalações de processamento de alimentos e os projetos de remediação de sedimentos de rios ou lagos representam, cada um, mercados secundários substanciais com as suas próprias características específicas de lamas. O lodo da fábrica de papel, por exemplo, tem alto teor de fibra e densidade relativamente baixa, o que afeta tanto o comportamento de secagem quanto as possíveis vias de reutilização do produto seco. Os sedimentos de rios e lagos contêm frequentemente metais pesados e devem ser tratados de acordo com regulamentos específicos de eliminação, tornando a redução de volume através da secagem especialmente valiosa para minimizar os custos de transporte e aterro.
Opções de uso final de lodo seco
Uma das vantagens subestimadas da secagem a baixa temperatura é que ela preserva melhor a estrutura física e química do lodo do que os métodos de alta temperatura. Isto abre uma gama mais ampla de caminhos de uso final para o produto seco:
- Aplicação no solo/correção do solo: O lodo seco com umidade inferior a 40% e que atenda aos padrões de redução de patógenos pode ser aplicado em terras agrícolas ou de cultivo não alimentar como fonte de nutrientes (sujeito às regulamentações locais). O processamento em baixa temperatura preserva melhor o nitrogênio e o fósforo do que as alternativas em alta temperatura.
- Suplemento de combustível de co-incineração: O lodo seco com umidade abaixo de 20-25% tem valor calorífico suficiente para ser co-queimado em fornos de cimento ou caldeiras de usinas de energia como combustível suplementar, reduzindo o volume de descarte e o consumo de combustível fóssil da instalação.
- Eliminação em aterro: Mesmo onde o uso térmico ou do solo não está disponível, a redução do lodo de 80% para 25% de umidade reduz a massa de transporte em aproximadamente 75%, reduzindo substancialmente as taxas de transporte e de aterro.
- Matéria-prima para compostagem: O lodo parcialmente seco com 40-50% de umidade é um nível de umidade apropriado para co-compostagem com agentes de volume, como lascas de madeira ou palha, produzindo um produto condicionador de solo comercializável.
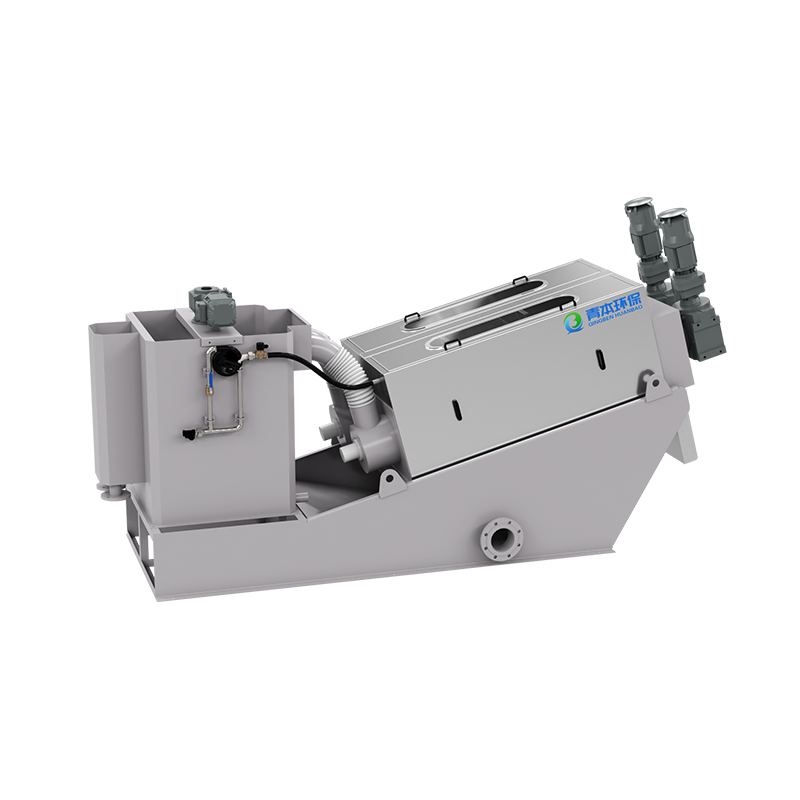
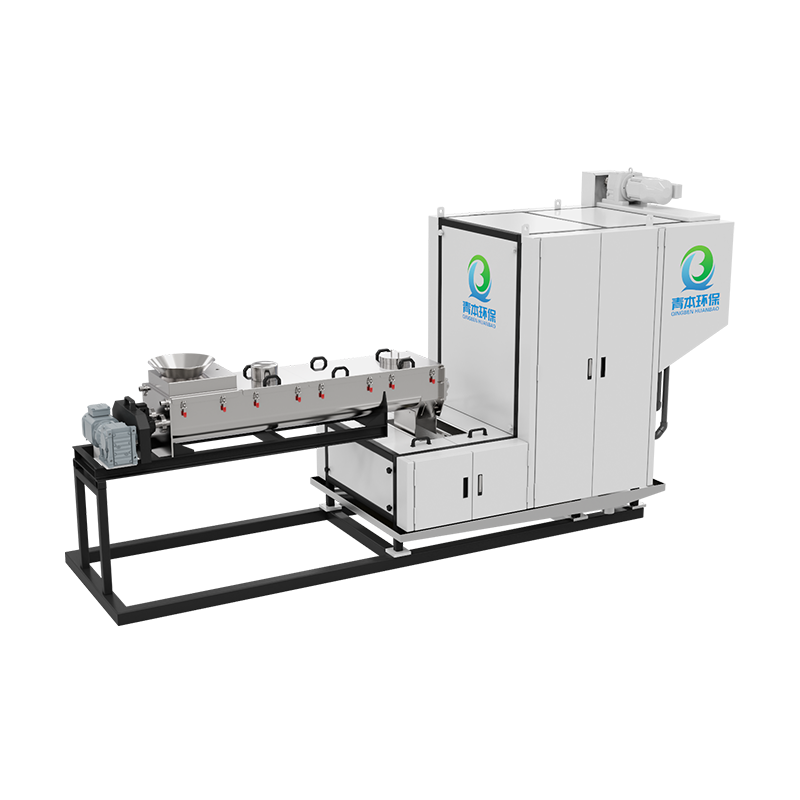
Configuração do sistema e principais componentes do equipamento
Um completo secador de lodo industrial a instalação baseada na tecnologia de condensação por bomba de calor compreende vários subsistemas integrados. Compreender a função de cada componente ajuda os gerentes de instalações a tomar decisões informadas durante a aquisição e a operação.
Câmara de Secagem
A câmara isolada abriga as bandejas de carregamento de lodo ou a correia transportadora e contém a corrente de ar recirculante. A construção da câmara é normalmente de aço inoxidável 304 ou 316L para resistência à corrosão, com isolamento de espuma de poliuretano para minimizar a perda de calor. O volume da câmara é dimensionado de acordo com a necessidade diária de produção — as unidades modulares normalmente variam de 2 m³ a 40 m³ de volume de secagem interno, com múltiplas câmaras instaladas em paralelo para instalações maiores.
Conjunto de bomba de calor
A bomba de calor usa um refrigerante (normalmente R134a, R410A ou R32) circulado por um compressor hermético através de uma serpentina do evaporador (para condensação de umidade e resfriamento do ar) e uma serpentina do condensador (para reaquecimento do ar). Os acionamentos do compressor de velocidade variável permitem que o sistema module a capacidade à medida que o lodo seca e a taxa de evaporação da umidade diminui, melhorando a eficiência geral do ciclo. Aquecedores elétricos auxiliares podem complementar o fornecimento de calor durante condições ambientais frias, quando o COP da bomba de calor diminui.
Unidade de Desodorização e Tratamento de Ar
Mesmo em um sistema de circuito fechado, uma pequena sangria de ar da câmara é normalmente processada através de uma unidade de desodorização antes da descarga para atender aos padrões locais de qualidade do ar. Os métodos de tratamento comuns incluem fotólise UV (eficaz contra H2S, mercaptanos e amônia), adsorção de carvão ativado e biofiltros biológicos. A escolha depende da composição do composto odorífero, dos limites de emissão locais e da disponibilidade de meios de reposição ou consumíveis no local.
Sistema de Controle e Monitoramento
Moderno equipamento de tratamento de lodo é controlado por um CLP (controlador lógico programável) com uma IHM (interface homem-máquina) touchscreen que monitora a temperatura da câmara, umidade, potência do compressor, volume de condensado e tempo restante estimado de secagem. O monitoramento remoto via SCADA ou plataformas IoT conectadas à nuvem permite que os gerentes de fábrica rastreiem múltiplas unidades em diferentes locais a partir de uma sala de controle central, recebam alertas de falhas e otimizem a programação para corresponder aos períodos tarifários de eletricidade.
Equipamento de redução de lodo: quantificando os benefícios ambientais e operacionais
O caso de negócios para investir em equipamento de redução de lodo baseado na tecnologia de secagem por bomba de calor baseia-se em quatro fluxos de benefícios sobrepostos: custos reduzidos de descarte, menores gastos com energia, redução da pegada de carbono e mitigação de riscos de conformidade regulatória. Um exemplo prático ajuda a ilustrar as magnitudes envolvidas.
Distribuição Anual Ilustrativa de Benefícios — Instalação de Lodo Úmido de 10 t/dia (Unidades Relativas)
Custos de descarte reduzidos — impulsionados pela redução de volume de 60 a 80% alcançável com o máquina de secagem de câmara criogênica de lodo — representam consistentemente a maior parte do conjunto anual de benefícios. Quando o lodo úmido é transportado para aterros ou instalações de incineração mediante taxas de entrada por tonelada, a redução da massa descartada em três quartos reduz diretamente esta importante linha de custos. A poupança de energia representa o segundo maior fluxo de benefícios, reflectindo o elevado COP da bomba de calor versus a secagem térmica ou ciclos adicionais de desidratação mecânica que ela substitui. Os benefícios do carbono, embora actualmente menores em termos absolutos, estão a crescer em importância à medida que mais jurisdições reforçam os requisitos de comunicação de emissões e impõem mecanismos de fixação de preços de carbono que afectam directamente a economia operacional das instalações de tratamento de águas residuais.
Escolhendo o fabricante certo de equipamentos de tratamento de lodo
Selecionando um qualificado equipamento de tratamento de lodo manufacturer é tão importante quanto selecionar a tecnologia certa. O equipamento deve ser adequado às características específicas do lodo, às restrições do local, aos requisitos de rendimento e ao caminho de descarte a jusante — tarefas que exigem conhecimento de engenharia e experiência operacional. Aqui está o que avaliar:
- Experiência tipo lodo: O lodo de esgoto municipal, o lodo industrial e os sedimentos fluviais se comportam de maneira diferente no secador. Um fabricante com referências de casos em vários tipos de lodo pode fornecer garantias de desempenho mais confiáveis do que um fabricante com uma base de aplicação restrita.
- Escopo completo do projeto: Procure fabricantes que forneçam entrega completa desde consultoria de projetos, design de processos, construção, comissionamento e suporte técnico contínuo – em vez de fornecimento apenas de equipamentos. Os projetos de tratamento de lodo envolvem obras civis, infraestrutura elétrica e integração de processos que exigem expertise coordenada.
- Capacidade de teste e piloto: Fabricantes respeitáveis podem realizar testes de secagem em escala de bancada ou piloto em seu lodo específico antes de finalizar o projeto do sistema. Isso elimina a incerteza sobre as taxas de redução de umidade e os tempos de ciclo alcançáveis para seu material específico.
- Rede de serviço pós-venda: Os sistemas de secagem com bomba de calor exigem manutenção periódica do refrigerante, manutenção do compressor e substituição do meio de desodorização. Confirme se o fabricante tem presença de serviço em sua região e mantém um estoque adequado de peças de reposição.
- Certificação e conformidade regulatória: O equipamento deve estar em conformidade com os padrões elétricos e de segurança relevantes para sua jurisdição (marcação CE para a Europa, CCC para a China, UL para a América do Norte). O projeto do processo deve levar em conta os limites locais de emissão atmosférica e os regulamentos de eliminação de lodo.
Perguntas frequentes
Q1. Como funciona a secagem do lodo em baixa temperatura?
Uma bomba de calor circula refrigerante para resfriar e reaquecer alternadamente o ar dentro de uma câmara de secagem selada. A fase de resfriamento condensa a umidade do ar como água líquida, que é drenada; o ar seco reaquecido passa então sobre o leito de lama para absorver mais umidade. Este ciclo de circuito fechado continua até que o teor de umidade desejado seja alcançado, normalmente operando entre 45 e 75 °C sem qualquer fonte de calor de chama aberta.
Q2. Que teor de umidade pode ser alcançado após a secagem?
A partir de um teor de umidade de 75 a 82% após a pré-desidratação mecânica, um secador de lodo de baixa temperatura bem configurado pode reduzir a umidade para 10 a 30%, dependendo do tempo de ciclo e do tipo de lodo. Para a maioria das aplicações em aterros e co-incineração, 20-25% é a meta prática. Alcançar valores inferiores a 15% requer tempos de ciclo prolongados e só é garantido quando é necessário um valor calorífico muito elevado para a utilização do combustível.
Q3. Quanta energia a secagem do lodo consome?
Um secador de lodo com bomba de calor normalmente consome 0,25–0,45 kWh de eletricidade por quilograma de água evaporada, em comparação com 0,8–1,5 kWh/kg para métodos convencionais de alta temperatura. Para uma instalação que evapora 5.000 kg de água por dia, isto representa uma poupança diária de cerca de 2.750–5.250 kWh em comparação com uma abordagem de secagem em tambor ou por pulverização – uma redução substancial tanto no custo de energia como na pegada de carbono.
Q4. Qual é o melhor método para secagem de lodo?
Para a maioria das aplicações municipais e industriais leves, a secagem com bomba de calor a baixa temperatura (secagem por condensação) representa uma combinação favorável de eficiência energética, controle de odores, segurança e investimento moderado de capital. A secagem em tambor de alta temperatura pode ser preferida para requisitos de produção muito grandes, onde a operação contínua é necessária. O método ideal depende do volume de lamas, dos custos de energia locais, das restrições de espaço do local e dos requisitos de eliminação a jusante.
Q5. Quanto tempo leva o processo de secagem do lodo?
Na operação em lote, um ciclo típico para reduzir o lodo de 80% para 20% de umidade leva de 8 a 15 horas, dependendo do tipo de lodo, da profundidade de carregamento da câmara e das configurações de velocidade do ar. Camadas de lodo mais finas e velocidades de circulação de ar mais altas reduzem o tempo do ciclo, mas exigem mais bandejas ou área de carregamento. Os secadores contínuos de baixa temperatura do tipo correia podem atingir operação em estado estacionário com tempos de residência efetivos mais curtos para instalações de maior rendimento.
Q6. Quais são as vantagens da tecnologia de secagem por condensação?
A secagem por condensação oferece cinco vantagens principais: consumo de energia significativamente menor do que alternativas de alta temperatura, quase eliminação de emissões de gases de escape odoríferos devido à operação em circuito fechado, baixo risco de incêndio e explosão (sem chamas abertas, sem risco de ignição de poeira de lodo), preservação de nutrientes de lodo para uso final em aplicação no solo e uma área modular compacta que permite a instalação dentro de edifícios existentes sem grandes obras civis.
Q7. Quais indústrias usam máquinas de secagem de lodo?
O primary users are municipal wastewater treatment plants, followed by paper and pulp mills, food and beverage processing facilities, chemical and pharmaceutical manufacturing, river and lake sediment remediation projects, and printing/coating industries. Each sector generates sludge with different characteristics — moisture content, organic load, heavy metal content — which influences equipment specification and the required deodorization approach.
Q8. Preciso de desidratação mecânica antes da secagem térmica?
Sim, em praticamente todos os casos. O lodo bruto de uma estação de tratamento de águas residuais sai com 94-97% de umidade, e a evaporação térmica da água livre desse nível é altamente ineficiente. A desidratação mecânica com filtro-prensa, prensa de correia ou centrífuga até 75–82% de umidade é o primeiro passo padrão, reduzindo a carga de secagem térmica por um fator de 4–6. O sistema completo de desidratação de lodo é um processo de duas etapas: desidratação mecânica seguida de secagem térmica a baixa temperatura.






